Products > Chamber Vacuum Sealers
Chamber vacuum sealers are ideal where high vacuum levels are required. Chamber vacuum packaging machines are designed to meet the most demanding requirements of many industries including food processing and medical.
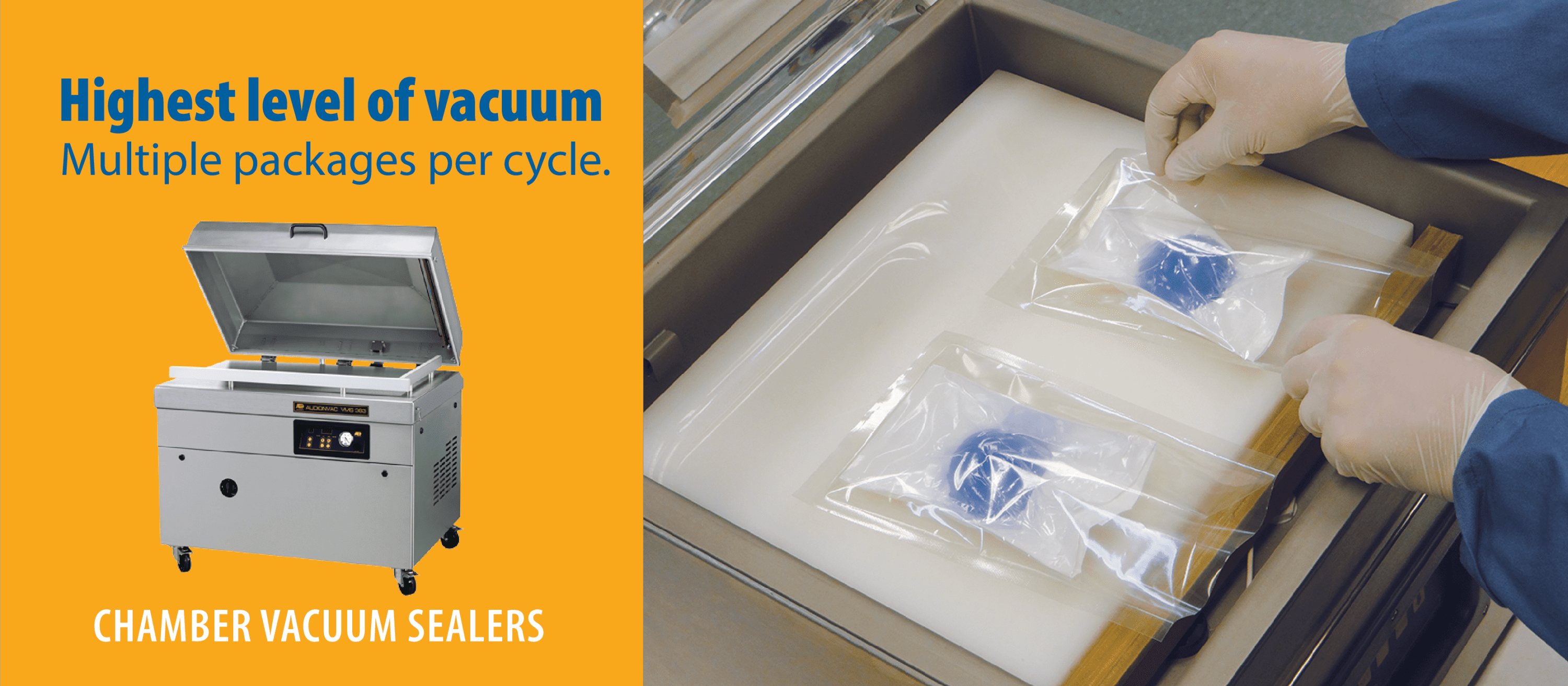
Chamber vacuum sealers offer a high level of vacuum and consistency with ease of use. This method of vacuum packaging is utilized when the highest level of vacuum possible is required (for example when packaging meat or cheese). Chamber vacuum sealer models vary from small tabletop units to large floor standing single and double vacuum chambers.
A filled bag or pouch is placed on the bed of a chamber with the open end on top of the sealing bar. The lid or hood of the chamber is closed after product has been loaded and the cycle begins automatically. A vacuum pump removes air from the entire chamber, followed by a gas flush cycle if required. The sealing cycle begins after vacuum or gas has completed. The lid or hood of the vacuum packaging machine opens automatically at the end of the vacuum sealing cycle.
Chamber vacuum sealers provide the ability to run as many bags per cycle as the sealing bar length will accommodate. Bags are lined up, side by side, along the length of the sealing bar. Double vacuum chambers and longer seal lengths allow for vacuum packaging greater quantities per cycle, increasing productivity.


We use cookies to enhance your experience. You can accept all cookies, customize your preferences, or decline non-essential cookies.